
Identification d'outils par RFID
Le système RFID BL ident de Turck réduit le temps de lecture des tourelles d'outils d'une machine CNC de 130 à 10 secondes
Pour l'identification des outils de coupe dans les machines CNC, les codes-barres et la gravure au laser ne répondent plus depuis longtemps aux exigences modernes. Certes, des systèmes RFID basés sur la radio sont déjà utilisés, mais dans la pratique, la faible portée des solutions existantes exige des compromis qui prennent du temps. Un fabricant chinois de machines CNC a maintenant réalisé, en collaboration avec Turck, une solution RFID compatible avec l'industrie 4-0 pour la gestion des outils qui, grâce à une grande portée de lecture/écriture, réduit la durée de lecture nécessaire pour une tourelle porte-outils de 130 à 10 secondes et augmente ainsi considérablement l'efficacité de production du client final.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
Les exigences envers les systèmes de gestion des outils ne cessent d'augmenter
Les systèmes de gestion des outils doivent pouvoir traiter différents processus, comme par exemple différents types de livraison, un grand nombre de pièces et des opérations fréquentes d'enregistrement et de retrait. Sans une technologie d'identification fiable, ces systèmes de gestion peuvent facilement devenir confus.
Les solutions antérieures doivent être améliorées
Jusqu'à présent, les systèmes de gestion des outils conventionnels utilisent essentiellement des technologies d'identification optique pour stocker les données des outils, par exemple la gravure au laser. Cette méthode permet un enregistrement des données à plus long terme et une gestion plus efficace des outils, bien qu'elle présente des inconvénients évidents.
Une autre possibilité est l'identification par la technologie RFID basée sur la radio. Les premiers systèmes de ce type sont déjà utilisés, mais ils ne sont pas encore vraiment efficaces. Dans les systèmes habituels, la tête de lecture-écriture est placée sur un cylindre qui la déplace d'avant en arrière pour lire les données de l'étiquette RFID sur l'outil. Le support de données (tag) est intégré dans le porte-outil. Pour saisir ou changer un outil, la tourelle porte-outils doit d'abord aborder la position la plus basse avec l'outil concerné. Le cylindre avec la tête de lecture-écriture doit en outre effectuer un trajet complet vers la tourelle et inversement.
Reconnaissance optimisée des outils avec le système RFID de Turck
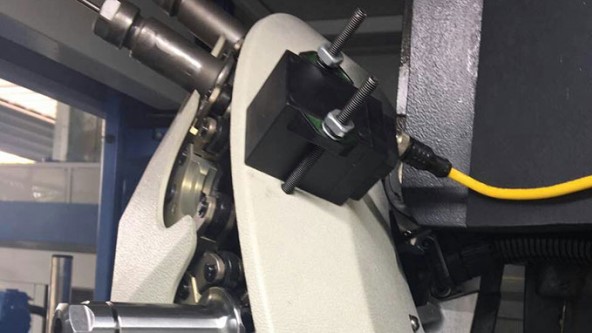
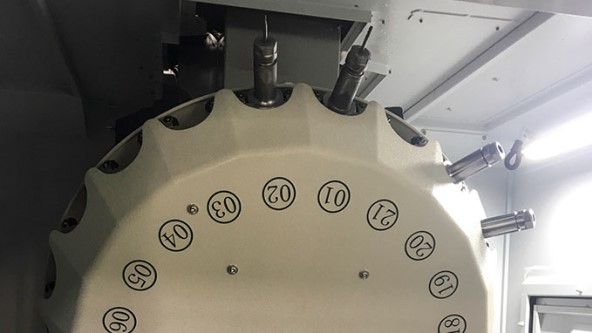
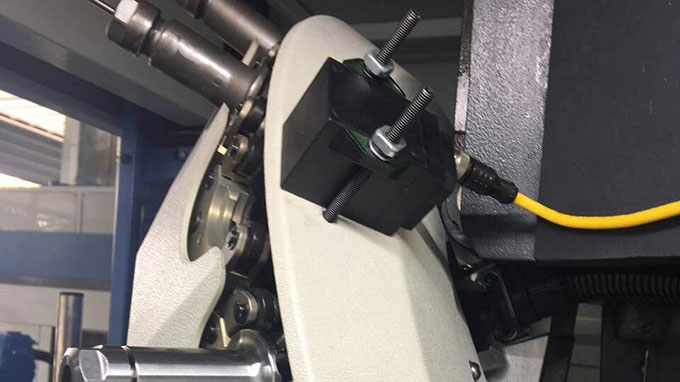
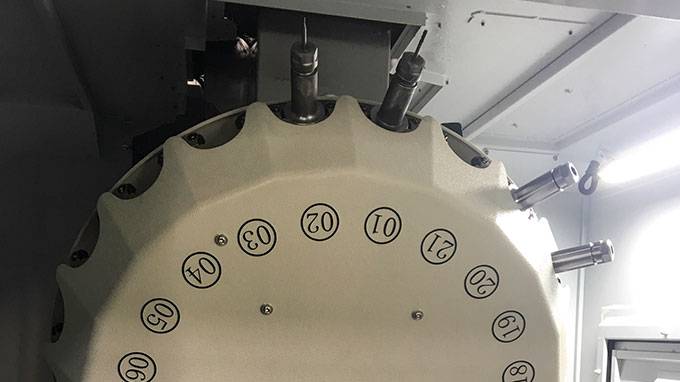
La solution RFID BL ident de Turck s'attaque précisément à ce problème : des têtes de lecture-écriture avec une zone de détection étendue peuvent être montées directement sur la plaque de support de la tourelle porte-outils. Ainsi, les données des tags RFID sur le porte-outil sont directement lisibles à travers la plaque arrière non métallique - et ce, sans avoir recours à un vérin qui déplace la tête d'avant en arrière. Une simple rotation de la tourelle suffit pour identifier tous les outils de coupe sur une machine-outil à commande numérique. Toutes les informations concernant les outils de coupe peuvent être lues en dix secondes seulement.
Les têtes de lecture-écriture RFID de Turck ont un indice de protection IP69K, les tags RFID un indice de protection IP68. Le système est donc résistant à l'humidité et à l'eau et convient également à une utilisation dans un environnement humide. Les tags possèdent une mémoire librement utilisable de 128 octets. Cela permet de stocker de grandes quantités de données et les transforme pour ainsi dire en une base de données mobile.
.
- Technologies
- Codesys
- Condition Monitoring
- Ethernet dans les zones dangereuses
- Field Logic Controller - ARGEE
- Industrial Cloud
- Industrie 4.0
- IO-Link
- Machines modulaires
- Multiprotocol-Ethernet
- Pick-to-Light
- PROFINET
- RFID
- Sécurité machine
- Snap Signal
- Sustainability
- TAS – Platforme de services IIoT
- Type de module Package - MTP
- Partenaires Externes
Select Country
Turck worldwide